 Polski
Polski English
English Nasze aukcje
Nasze aukcje 
Spawarki na serwisie
Urządzenia DVP, które otrzymuje nasz serwis, w większości przypadków wymagają jedynie czyszczenia, po którym odzyskują pełną sprawność. Jeśli jednak mają Państwo problem, to przyczyn może być kilka. W tym artykule opisujemy najczęściej występujące problemy, jakie mogą być ich powody oraz w jaki sposób je rozwiązać.
Do najczęściej występujących problemów zaliczamy:
- Problem z centrowaniem (wyrównaniem włókien w ostatnim etapie),
- Zła jakość spawu,
- Włókno nie dojeżdża,
- Bateria się nie ładuje.
Bardzo często zdarza się, że operator pracuje przy użyciu narzędzi, które są zużyte lub zniszczone. Przy rozpoznawaniu problemu warto sprawdzić, czy nasze narzędzia są odpowiednio wyregulowane i ustawione.
Problem z centrowaniem
Spawarka po dojechaniu włóknami przechodzi do etapu ich wyrównywania. Proces centrowania opiera się na rozpoznawaniu obrazu przy użyciu kamer. Gdy pojawia się problem z centrowaniem (włókno nieustannie porusza się w kierunku góra-dół), oznacza to, że spawarka nie jest w stanie znaleźć środka w jednym z włókien. Spawarka DVP posiada wyświetlacz, dzięki któremu operator jest w stanie wizualnie obserwować cały proces centrowania i dostrzec potencjalną przyczynę.
Jeśli pracujemy z różnymi włóknami, które wymagają użycia różnych uchwytów - pierwszą rzeczą, którą powinniśmy wykonać jest sprawdzenie, czy uchwyty są w osi z V-rowkami i umieszczone włókno znajduje się dokładnie w zagłębieniu V-rowka (szczególnie przy elektrodach). Może się okazać, że pomimo widzenia obu włókien na ekranie, koniec któregoś z nich jest przesunięty poza obszar spawania i spawarka nie jest w stanie wyrównać rdzeni - powodując tym samym problem z centrowaniem.
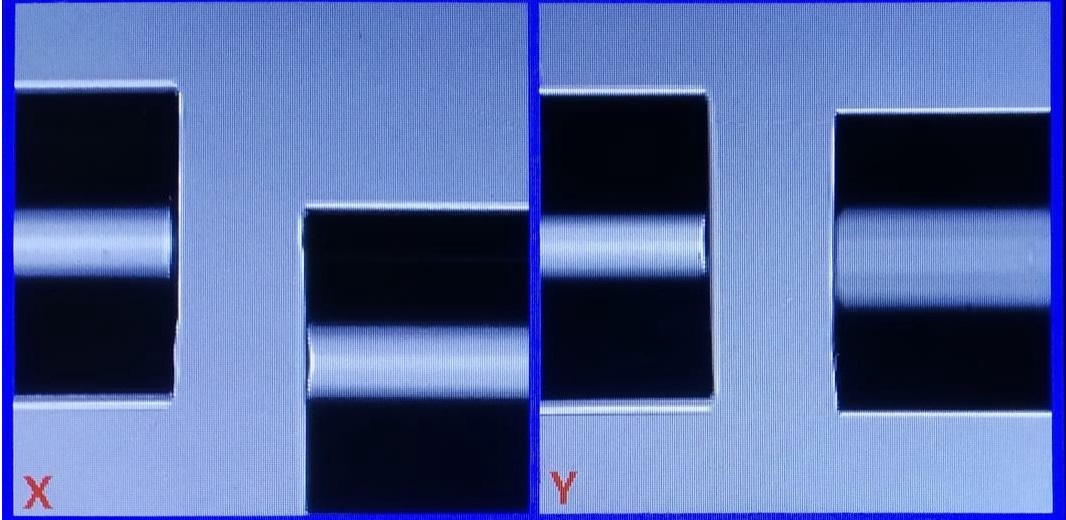
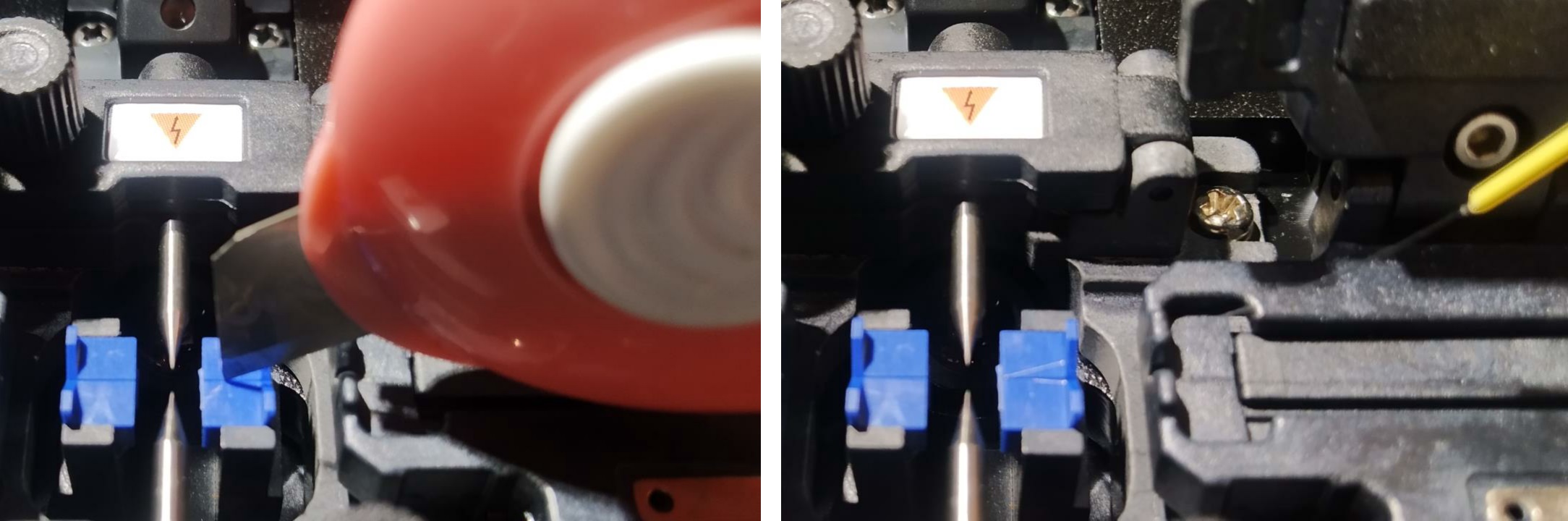
Najczęstszą jednak przyczyną są zanieczyszczenia. Po zamknięciu pokrywy istnieje szansa, że zauważymy włókna w górnej części wyświetlacza (na osiach X i Y), a po chwili pojawią się one na środku. Jeśli taka sytuacja wystąpi, a po rozpoczęciu spawania urządzenie utknie na etapie wyrównywania rdzeni, poruszając jednym z włókien w kierunku góra-dół bez przerwy, oznacza to, że V-rowki nie są wystarczająco czyste. W takiej sytuacji należy wyczyścić V-rowki przy użyciu alkoholu IPA i włókna (jeśli często czyścimy to miejsce) lub alkoholu IPA i dedykowanego nożyka (jeśli nie robimy tego wystarczająco regularnie). Włókno lub ostrze należy wycierać bezpyłową chusteczką, aby pozbyć się zanieczyszczeń.
Po takim czyszczeniu możemy ponownie umieścić włókna i problem z centrowaniem powinien zniknąć - włókna znajdą się na odpowiedniej wysokości i spawarka będzie w stanie je dopasować.
Jeżeli regularnie czyścimy urządzenie, dodatkowo właśnie wyczyściliśmy V-rowki, a spawarka dalej nie jest w stanie wyrównać włókien, to w takiej sytuacji należy przyjrzeć się cleaverowi, z którego korzystamy. To, czy problem wynika z jakości cięcia możemy zauważyć na ekranie spawarki.
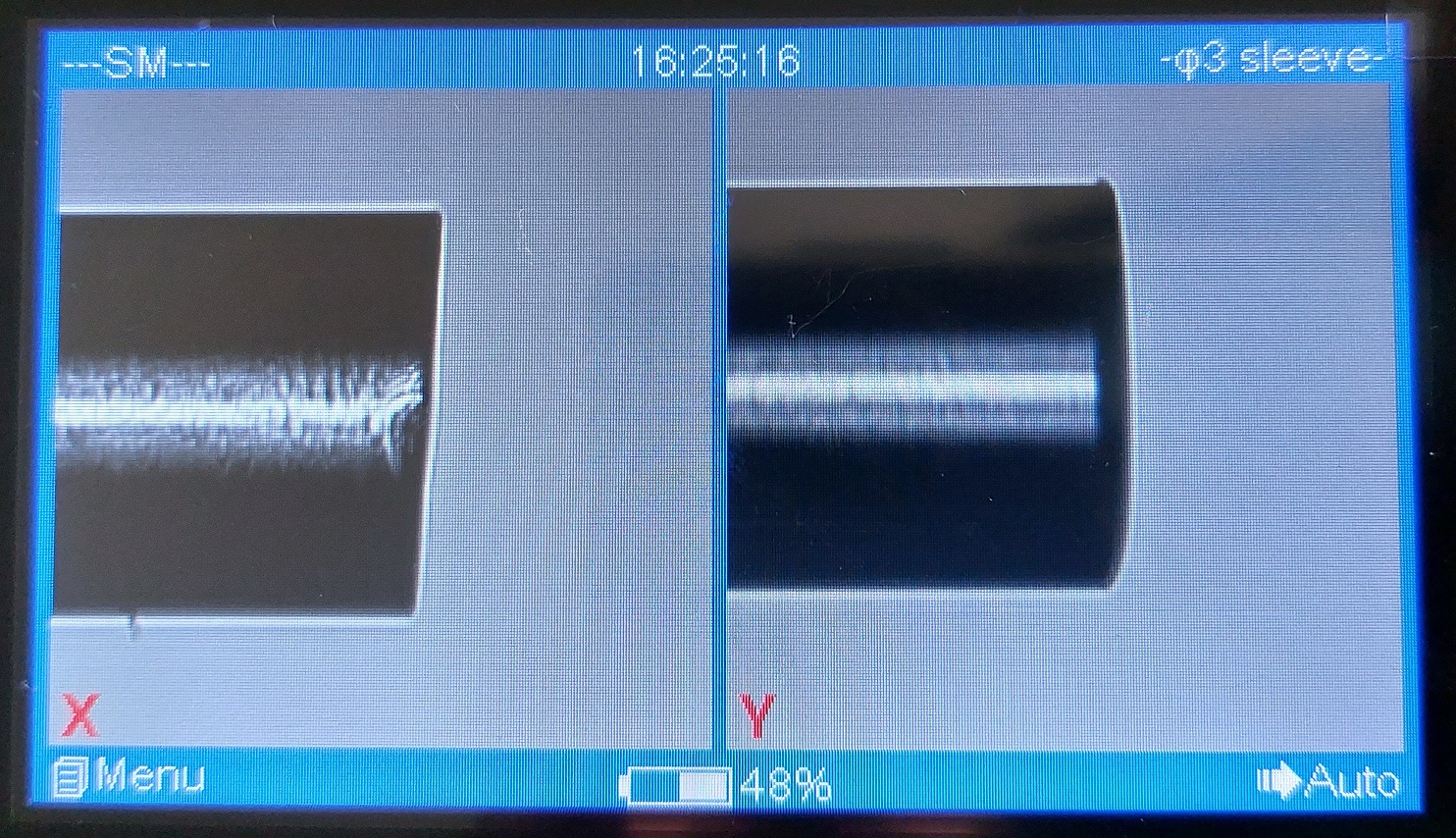
Ostrze cleavera posiada X pozycji (oznaczonych cyframi np. od 1 do 16), które pomagają nam wykorzystać całe ostrze. Ostrze ma określoną liczbę cięć, po wykonaniu których należy przejść z jednej pozycji na następną. Warto tutaj sprawdzić, czy pozycja z której korzystamy nie osiągnęła limitu cięć lub czy krawędź ostrza nie została w jakiś sposób mechanicznie uszkodzona. Jeśli mamy wątpliwość co do ostrości, wskazane jest aby obrócić ostrze na następna pozycję (cyfrę).

Może też się okazać, że w wyniku drgań lub upadku ostrze nie znajduje się na odpowiedniej wysokości. Wówczas przesuwając ostrze, cięcie może być zbyt płytkie i przy przełamaniu włókna pęka ono pozostawiając krawędź uszkodzoną. Nasz serwis oferuje regulację cleavera, jednak sama wymiana ostrza na nowe nie jest wskazana - zazwyczaj cena ostrza wynosi nawet do 90% ceny nowego cleavera. Wówczas warto rozważyć zakup nowego, który został wyregulowany fabrycznie i nie nosi śladów zużycia wpływających na proces docinania.
Jeśli spróbowali Państwo tych rozwiązań, a mimo to problem dalej występuje, prosimy o kontakt z serwisem pod adresem serwis@intersell.pl lub o wysłanie spawarki do nas.
Zła jakość spawu
Problem, który możemy zobaczyć po użyciu reflektometru - spaw tłumi sygnał. Źródeł może być kilka:
- Zużyte elektrody
- Źle docięte włókna w procesie spawania (mimo to spaw został wykonany)
- Nieprawidłowe parametry spawu
Nieprawidłowe parametry spawu to najczęstsza z przyczyn. Warto zwracać uwagę na to, na jakim programie spawamy oraz jakie wartości są ustawione na tym programie. Może się zdarzyć, że moc łuku będzie miała niższą wartość niż wartość wskazana (spaw będzie za słaby) lub moc będzie za duża (szybsze zużycie elektrod).
Ustawienia programów spawania znajdą Państwo tutaj:
Zła jakość spawu może wynikać z niewłaściwie dociętej krawędzi włókna. Urządzenie posiada funkcję kontroli kąta cięcia i wyświetla komunikat gdy jest on nieprawidłowy. W takiej sytuacji operator może wykonać spaw, jednak zalecane jest ponowne przygotowanie krawędzi włókna.

Jeśli spawarka wykonała spaw, ale przy dojeżdżaniu włókna widzieliśmy, że końce były uszkodzone, również wskazane jest ponowne wykonanie spawu, przy czym należy zwrócić uwagę na stan ostrza cleavera. Może się okazać, że cleaver uszkodził rdzeń włókna w taki sposób, że urządzenie tego nie zauważyło. Spawarka oferuje funkcję pauzy (zatrzymania procesu spawania po zakończeniu centrowania, bezpośrednio przed łukiem elektrycznym), z której możemy skorzystać w takich sytuacjach. Pozwoli to nam sprawdzić wizualnie jak wygląda krawędź włókna i w przypadku ewentualnych wątpliwości przerwać proces spawania. Wówczas możemy ponownie dociąć krawędź jednego z włókien.
Ostatnim elementem, którego stan wpływa na jakość spawu są elektrody. Elektrody w spawarkach DVP pozwalają na wykonanie ok. 5000 spawów. Jeśli okazałoby się, że pracowaliśmy z większą mocą niż zalecana, zużycie elektrod może być szybsze - wówczas należy wymienić je wcześniej. Warto również regularnie czyścić elektrody przy użyciu alkoholu IPA.
Włókno nie dojeżdża
Tak jak w przypadku problemów z centrowaniem, warto zwrócić uwagę na to, czy uchwyty są w osi z V-rowkami. Włókno może się przesuwać, jednak przez złe ustawienie uchwytu, dojeżdża ono w obszarze poza widokiem kamer, przez co wydaje się nam, że włókno stoi w miejscu.
Jednym z elementów uchwytu są gumki dociskające. To właśnie one unieruchamiają włókno w uchwycie, dzięki czemu może być ono przesunięte przez silniki spawarki. To, czy gumki są w dobrym stanie możemy sami sprawdzić - wystarczy lekko pociągnąć włókno, gdy uchwyt jest zamknięty. Jeśli włókno się przesunie, oznacza to, że dana gumka jest już zużyta (powstał w niej rowek przez co nie może unieruchomić włókna). Może się też okazać, że tej gumki nie ma w uchwycie. Nasz sklep posiada takie gumki w sprzedaży, dzięki czemu nie muszą Państwo wymieniać całego uchwytu. Gumki mogą Państwo zamontować przy użyciu kleju (np. kropelki, po wcześniejszym odtłuszczeniu).

W sprawie gumek zapraszamy do kontaktu pod adresem serwis@intersell.pl.
Bateria się nie ładuje
Jeśli wystąpi u Państwa problem z ładowaniem, należy sprawdzić przede wszystkim, czy zasilacz działa prawidłowo. Zasilacz po podłączeniu do sieci powinien zaświecić zieloną diodę - oznacza to, że jest włączony. Po podłączeniu do spawarki kolor diody zasilacza powinien zmienić się z zielonej na czerwoną (tylko jeśli poziom naładowania baterii jest niższy niż 100%). Jeśli tak się nie dzieje możliwe, że uszkodzone zostało gniazdo ładowania lub kabel od zasilacza do spawarki. W naszej ofercie znajdą Państwo zasilacze dedykowane do tych spawarek.
Jeśli zasilacz i gniazdo ładowania działają prawidłowo, a mimo to bateria się nie ładuje, prosimy o kontakt pod adresem serwis@intersell.pl.